Modern manufacturers must balance production speed, product quality, and operating cost. As lines become faster and products become more complex, small defects can be harder to identify. A scratch, missing component, incorrect label, or unreadable production code may lead to rework, complaints, or recalls.
Human inspectors remain valuable because they can interpret unusual conditions. However, manual inspection is affected by repetitive work, time pressure, individual judgement, and fatigue. OSHA states that extended or unusual shifts can increase fatigue, stress, and lack of concentration, raising the risk of operator error.
AI-powered visual inspection can support quality teams by checking products with cameras and trained computer-vision models. NIST identifies automated visual inspection as a manufacturing use of machine vision, including measurement, robot guidance, seal and label inspection, and barcode reading. These systems do not guarantee perfect quality, and they do not remove the need for personnel. Their value comes from applying defined inspection criteria consistently, recording results, and directing people toward cases that require review.
What Is AI-Powered Visual Inspection?
An AI visual-inspection system normally combines industrial cameras, lenses, controlled lighting, image-processing software, computing hardware, and a trained model. A sensor or production controller triggers image capture when a product reaches the inspection point.
Lighting is a critical part of the system. Directional illumination may reveal shallow dents or scratches, while diffuse lighting may reduce glare on reflective surfaces. Polarised lighting can help control reflections, and short camera exposures can reduce motion blur on fast production lines. The correct arrangement depends on the product, surface, speed, and defect.
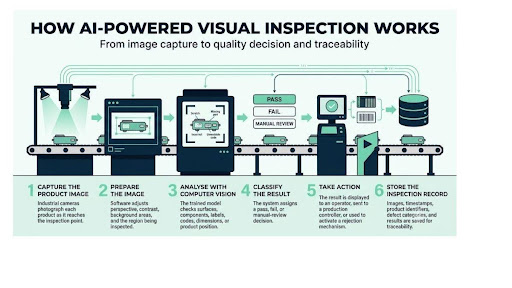
Caption : The six-stage workflow behind AI-powered visual inspection in manufacturing.
After capture, software may correct perspective, increase contrast, remove irrelevant background areas, or isolate a region of interest. The model then classifies the product, locates a defect, segments the affected area, reads text, or verifies the position of a component.
- Classify the product
- Detect and locate defects
- Segment the affected area
- Read printed or embossed text
- Count components
- Verify component position or orientation
NIST research has demonstrated deep-learning approaches for locating and segmenting casting and welding defects, while also noting that automated inspection is driven by faster inspection requirements, higher quality demands, and the need to reduce the effects of human fatigue.
The result may be pass, fail, or manual review. It can be displayed to an operator, returned to a programmable logic controller, stored in a quality database, or used to activate an automatic rejection mechanism. A well-designed workflow also preserves uncertain cases for human assessment instead of forcing every image into a confident decision.
Why Manual Inspection Has Limitations
Manual inspection offers flexibility, but identical performance cannot be assumed throughout every shift.
Fatigue and repetitive work
Repeatedly examining similar products places a sustained demand on attention. Fatigue does not mean that inspectors lack skill. It means that a process relying entirely on continuous concentration contains a predictable human-factor risk, particularly during extended or non-traditional shifts.
Differences in judgement
Quality requirements sometimes involve borderline scratches, colour variations, textures, or cosmetic marks. Two trained inspectors may interpret the same condition differently unless acceptance criteria are specific and supported by reference samples.
Limited inspection time
If a production line manufactures thousands of units during a shift, inspectors may not have enough cycle time to examine every required surface. Sampling can provide useful process information, but it cannot identify every individual defective unit.
Automated inspection may increase coverage when image capture, processing, decision-making, data transfer, and rejection actions are fast enough to match the production cycle.
Difficult viewing conditions
Some features are difficult to inspect under ordinary factory lighting. Low-contrast embossing, reflective materials, curved surfaces, complex textures, and changing product orientation can hide important details.
These challenges must be addressed through suitable lighting, optics, positioning, training data, and production testing rather than relying on the AI model alone.
Limited inspection records
Manual records may contain only totals, check marks, or written notes. An automated system can store the inspected image, time, product identifier, decision, and defect category.
These records may support later investigation, but manufacturers must establish appropriate policies for data retention, cybersecurity, access control, and storage capacity.
Manufacturing Problems AI Inspection Can Address
Surface Defects
AI-based systems can be trained to identify cracks, dents, scratches, stains, bubbles, coating irregularities, voids, and colour changes. The model may classify the defect, locate it, or estimate the affected area. Industrial research includes systems for casting, welding, electronics, automotive components, textiles, bottles, and other manufactured products.
Detection rules should reflect the actual engineering requirement. A small mark may be acceptable on a hidden surface but unacceptable near a seal, contact point, or customer-facing area. Without clear limits, the system may reject harmless variation or accept an important defect.
Assembly Verification
A vision system can check whether required components are present and positioned correctly. Typical targets include fasteners, clips, seals, springs, connectors, labels, and electronic parts. The same system may verify orientation, alignment, count, or spacing.
Presence alone is not always sufficient. A connector can be installed at the wrong angle, a label can be applied to the wrong product, or a fastener can be visible without being seated correctly. The inspection design must therefore connect each visual check to a measurable failure mode.
Text, Codes, and Packaging
Manufacturers rely on serial numbers, batch codes, date marks, barcodes, engraved identifiers, and moulded characters. Machine vision is already used for label, seal, measurement, and barcode tasks, as described by NIST. AI-based optical character recognition may extend these capabilities to difficult text, but performance depends on image quality and representative training data.
Packaging inspection can confirm label presence, position, readability, barcode quality, logos, printed dates, seal condition, and visible damage. A label can be readable yet still contain the wrong information, so effective systems compare the detected content with the active production order or expected database value.
Traceability
Stored inspection data can support root-cause analysis and containment. Quality teams may compare defect patterns across machines, tools, shifts, suppliers, or material batches. However, traceability is useful only when records are correctly linked to the product and protected from accidental loss or unauthorised changes.
A Practical Tyre-Inspection Example
Tyre sidewalls present a challenging vision-inspection problem because their markings may be curved, embossed, textured, and low in contrast. Product position and rotation can also vary as tyres move through production.
YAFE, an industrial inspection-system supplier, reports an inline DOT-code inspection deployment at Apollo Tyres. According to YAFE’s published case study, the system validates codes on as many as 15,000 tyres per day without reducing conveyor speed.
The reported system reads tyre-identification information, compares the manufacturing week code with production data, confirms the relationship between the barcode and sidewall marking, and logs the inspection result for traceability.
These throughput and performance figures are supplied by the vendor and have not been independently verified in the sources used for this article. They should therefore be presented as vendor-reported deployment results rather than universal or independently established performance claims.
The case nevertheless demonstrates an important implementation principle: inspection technology must be evaluated under real production conditions.
Dust, vibration, movement, changing positions, material variation, and lighting stability can all influence performance. A laboratory demonstration is useful, but it is not a substitute for a controlled production-line trial.
Benefits Manufacturers May Achieve
A properly validated visual inspection system may offer several operational benefits.
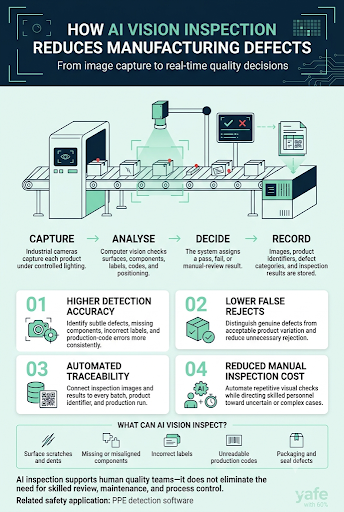
More consistent inspection
The system can apply the same configured criteria to every captured product. This may reduce variation associated with workload, fatigue, or differences in interpretation.
Consistency still depends on stable imaging, correct calibration, representative data, controlled software changes, and appropriate maintenance.
Earlier defect detection
Inline inspection can identify problems closer to their source. Repeated scratches, for example, may indicate a damaged guide, worn tool, contamination, or handling problem.
Detecting the pattern earlier may reduce the number of products exposed to the same process issue.
Greater inspection coverage
Automated inspection may make it possible to inspect every presented product where sampling was previously used.
However, “100 per cent inspection” means that every product passes through the inspection process. It does not mean that every possible defect will be detected.
Cameras may not see hidden surfaces, models may encounter unfamiliar defects, and equipment can drift or fail. Maintenance, process audits, secondary controls, and human review remain necessary.
Better quality records
Stored images can strengthen complaint investigation and process analysis. Manufacturers can compare performance against a baseline using indicators such as:
- Defect escapes
- False rejects
- Rework hours
- Scrap costs
- Inspection labour
- Production downtime
- Customer returns
Improvement claims should be based on measured deployment results rather than unsupported industries
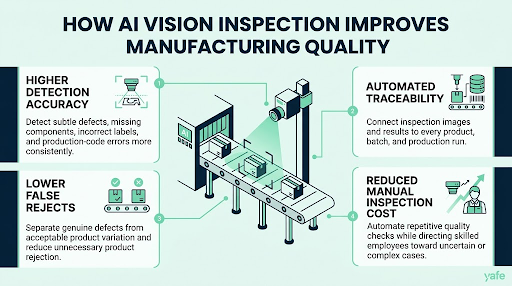
Caption : Key benefits manufacturers may achieve with properly validated AI visual inspection.
What Manufacturers Need Before Implementation
1. Clearly defined acceptance criteria
The team must define acceptable and defective conditions before selecting or training a system.
Requirements should cover defect type, size, severity, location, and permitted natural variation. Reference samples and annotated images can help engineering, production, and quality teams agree on borderline cases.
2. Representative training and validation data
Training and validation images should reflect the real production environment. They should cover:
- Different shifts and production batches
- Supplier and material variations
- Normal product-position changes
- Acceptable cosmetic differences
- Known defect categories
- Rare and difficult edge cases
- Changes in lighting or surface condition
Training data and final test data should remain separate so that performance is evaluated on images the model did not use during training.
3. Appropriate cameras, lenses, and lighting
Camera resolution alone does not determine inspection performance. Lens choice, field of view, working distance, lighting geometry, exposure, triggering, enclosure design, and mounting stability may be equally important.
4. Production-line validation
The system should be tested at normal operating speed. Testing should include changeovers, vibration, contamination, material differences, and expected positioning variation.
Performance should be reported separately for each important defect type. Missed-defect and false-reject rates are generally more informative than one overall “accuracy” percentage.
5. Integration and failure planning
Engineers should define how the system:
- Receives the product identity
- Sends inspection decisions
- Handles uncertain results
- Stores inspection records
- Activates rejection equipment
- Responds to camera, lighting, network, or software failures
The production line should have a safe and documented response when inspection is unavailable.
6. Training and ongoing monitoring
Operators should understand alarms, rejection decisions, and manual-review procedures. Maintenance personnel should recognise that small changes in lighting, focus, camera angle, or mounting can affect performance.
Quality teams should monitor drift and approve changes to models, thresholds, products, or inspection settings.
Common Implementation Mistakes
Frequent mistakes include:
- Buying equipment before defining the defect
- Training only on staged laboratory images
- Using too few rare-defect examples
- Ignoring acceptable product variation
- Excluding operators from system design
- Measuring only overall accuracy
- Failing to plan for inspection downtime
- Changing lighting or camera positions without revalidation
Another serious mistake is focusing only on missed defects while neglecting false rejects. Excessive false rejection creates unnecessary rework, interrupts production, and reduces operator confidence in the system.
Before deployment, manufacturers should ask whether the system:
- Meets the required cycle time
- Sees every required feature
- Handles normal product variation
- Records usable inspection evidence
- Supports manual review
- Integrates with existing production controls
- Can be revalidated after process changes
Conclusion
AI-powered visual inspection is a practical manufacturing tool, but its effectiveness depends on more than an accurate model. Reliable deployment requires clear quality standards, appropriate cameras and lighting, representative data, production-line testing, integration planning, and continuous monitoring.
The technology can improve consistency, extend inspection coverage, record evidence, and help teams detect recurring process problems earlier. It cannot guarantee zero defects or eliminate the need for skilled people. The strongest systems combine automated checking with human judgement, maintenance, traceability, and measured performance improvement.